
技术交流
推荐产品Recommended

当前位置:主页 > 技术交流技术交流
产品详情
1. 公司介绍
本项目的设备制造商为高安公司,该公司为规模较大的化纤机械生产厂,FA产品有着广泛的应用,在行业中也有一定的知名度。该设备用于5000吨纤维后处理生产线项目,其业主方为某日资化纤厂。
2. 设备说明
该设备用于化纤多次拉伸、卷曲前处理生产,主要由导丝架、八棍导丝机、热水槽、第一牵伸机、水浴槽、第二牵伸机、蒸汽箱、第三牵伸机、叠丝机、张力架、卷曲机、卷曲侧板电机、油泵电机、振动电机、循环水泵、振动检测等设备构成。I/O控制规模为103点,其中开关量输入点为61点,开关量输出点为39点,模拟量输入点为3点。主要控制要求为:化纤丝的速度、牵伸比、蒸汽及水温、相关的连锁逻辑控制等。本系统控制的关键是要保证导丝、一牵、二牵、三牵、卷曲五台电机的速度同步。
3.系统配置
如图,系统采用三菱公司的Q系列PLC作为主控制器,传动控制为艾默生公司的EV2000系列变频器,人机界面为F940GOT。
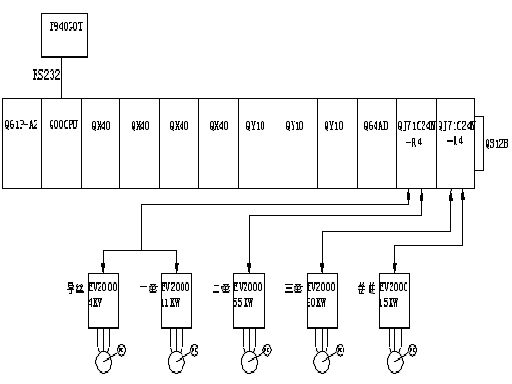
系统主要配置如下:
● 主控制器:Q00CPU:速度和牵伸比给定,通过I/O模块,检测现场各机台急停,限位等开关量及模拟量信号,完成连锁控制及报警功能。
● 输入模块:QX40:完成现场的开关量控制采集,
● 输出模块:QY10:完成开关量输出。
[
● 模块量输入:Q64AD:以完成现场的模拟量检测。
● 串行通讯模块:QJ71C24N-R4:构成变频器通迅链路。
● 传动驱动单元:艾默生公司的EV2000系列变频器。
鉴于篇幅的原因,本文主要描述系统控制的关键设计和实现,即保证导丝、一牵、二牵、三牵、卷曲五台电机的速度同步。客户基于成本的因素,传动驱动单元选用艾默生公司的EV2000系列变频器,并要求主控制器和其构成一个以RS485为通讯介质的低速廉价通讯链路。尽管导丝、一牵、二牵、三牵、卷曲5台变频器采用共用直流母线运行方式,并安装增量式编码器构成转速闭环以提高速度精度,卷曲机变频器还外加张力传感器以稳定控制拉伸张力,提高纤维质量,但是在设备起停过程特别是在运行过程中调整运行速度和牵伸比等工艺参数时低速通讯链路的实时性的问题就表现出来了。
在设计上,虽然一个通讯模块可以组成485网络,但因为通信量很大,我们必须实时发送电机的速度指令及起停信息,同时还要不断读取变频器的工作电压、电流、频率等参数,所以如果采用一块模块的话,通信周期将增大,也就达不到实时的作用。所以我们选用两块485通讯模块,即四个通讯口同时对一牵、二牵、三牵、卷曲四台变频进行通讯,而导丝和一牵共用一个通讯口,在下一周期通讯。考虑到通讯协议帧长度最长为18个字节,在19200Bit/s传输速率下,各速度指令响应的最大时差为20ms左右,当最大车速为200M/Min时,尽管导丝略有滞后,但在工艺上是可以接受的。该方案可以有效地解决速度指令的同步能力,实现开车起步和停车过程中按指令同步升降速以及运行中速度调整时五台电机速度的同步和纤维拉伸张力的均匀。
4.调试情况和体会
在实际调试过程中,系统基本符合我们预想。但在通讯调试中,我们发现Q系列PLC在搭载多通讯模块系统时,通讯的稳定性和PLC的扫描周期的长短有关。随着功能的不断增强,程序的不断完善,扫描周期也随之加大,当最大扫描周期大于25ms时,通讯开始有不稳定现象出现。
现象:我们用QJ71C24的专用通讯指令来接受通讯数据,当扫描周期大于25ms时,在同时通讯的4个口中,排在程序的最后一个口偶尔会有通讯错误,当接受标志位已跳变为ON,表示数据已接受完毕,但接受数据区中却无数据。我们对同时通讯的四个口的程序次序颠倒过来发现情况依旧,错误只发生在次序排在最后的一个口。
分析原因:我们认为是通讯时序出现了问题,系统接受标志位的跳变和系统数据的传递不同步,即系统内部通讯标志建立时,通讯缓冲区的数据尚未来得及传送完毕。故我们判断扫描周期延长会影响系统通讯的时序。 解决办法:精简程序来缩短扫描周期或更换高速PLC 。但由于本系统程序量较大,最后为了保证系统的可靠性我们将CPU从Q00更换为Q02,提高了系统处理速度,把扫描周期降低至10ms以下,问题得以解决。
![]()